
The best approach is to remove all of the material that has any trace of porosity. I sometimes do this with an abrasive cut-off disc, making a tiny slice in the weld, which removes the porous area.
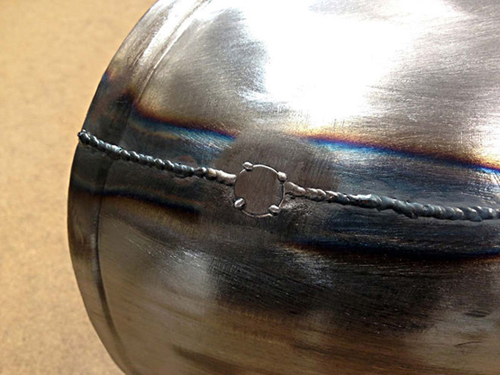
This shows a plug tack-welded into place, after using a step drill to remove a porous area in the weld.
Last time we looked at some of the causes of weld porosity, and some ways to prevent it. This time we’ll discuss repairing a weld that has pinholes in it. This is the second part of Ken Geelhaar’s question:
Q. When the TIG welding is finished, I grind a lot of the blob away to smooth the weld for hammer and dolly work. This is very frustrating because I often still see porosity. I have tried hitting those porous areas with my MIG welder, but pinholes pop up in other places.
I’ve tried firing up the acetylene torch to heat the area from behind, and then weld from the top, but that doesn’t seem to help much. I’ve tried cutting out the area with pinholes, placing new metal into place and welding again, but I still get pinholes. I do not want to beat the area down and then fill it with Bondo. Do you have any tips that can help me permanently eliminate the pinholes?
A. If you do get pinholes in a weld, they can be quite difficult to fill. As I’m sure you have learned, TIG welding a small blob over a pinhole is sure to generate more pinholes. The best approach is to remove all of the material that has any trace of porosity. I sometimes do this with an abrasive cut-off disc, making a tiny slice in the weld, which removes the porous area. I don’t like filling very large gaps (over one material thickness) when TIG welding, so if the porosity is more than just a tiny “dot,” a better approach is to drill through the porous area with a step drill, and then weld a round sheetmetal plug into place, as shown in the photo. Be sure to remove all the discoloration from the metal around the plug before welding.
If the porous area is larger than about 3/4 inch in diameter, it’s probably easier to remove a rectangular area with four cuts with an abrasive die grinder, then weld a small patch into place. It’s pretty hard to weld a strip of metal less than 1/2-inch wide (thinner strips will melt), so keep this in mind when you cut the opening.
I don’t recommend using a MIG welder to weld over porosity in a TIG weld. MIG tacks usually have a “shrink crater” in the center, and this often will result in a pinhole when the weld is sanded flat.
Using an oxy-acetylene torch to pre-heat the metal is definitely a step in the wrong direction. If you heat the metal enough to discolor it, the discolored (oxidized) area will hamper any further TIG welding. Remember, everything has to be squeaky clean, and even a trace of oxide can cause problems.
There is one more technique that may be effective, but it comes with a precaution. Stainless filler rod will often fill a small pinhole in a steel panel (I use 309L rod for this). Stainless certainly has adequate strength, but it’s a very tough material, so don’t use it if you plan to file or metal-finish the welded area. A sharp sanding disc will cut a stainless tack weld down pretty well, but it’s just too tough to file.
My opinion is that if you are scrupulous with your weld preparation and you refine your welding technique a little more, you will have a lot less porosity in your welds. This will greatly reduce the time needed to “tune up” your welds. A good TIG weld won’t require very much sanding on the top side, and I almost never need to sand the back side. If you are consistently getting massive bleed-through on the back side of your TIG welds that’s an indication that you’re using too much heat or you’re trying to fill too large of a gap between the panels. When welding sheetmetal, I like to get the tightest fit possible. Even a gap of half the material thickness will make the welding much more challenging and probably give you more problems with porosity.
Abrasives Suppliers Directory -
Abrasives Buyers Directory -
Abrasives Manufacturers -
Abrasives Online Marketing
Sitemap -
User Agreement -
Terms of Use -
Privacy Policy


