
Special attention should be paid when installing an abrasives grinding wheel on a grinding machine. iAbrasive offers some guidance on abrasives grinding wheel installation, balance and dressing for abrasives manufacturers' reference.
1. Installation
Special attention should be paid when installing an abrasives grinding wheel on a grinding machine. Since an abrasives grinding wheel works under a high-speed rotation, we should carefully check it before using it to prevent cracks. The abrasives grinding wheel must be firmly installed in case of personal injury or a quality accident.
The space between the internal hole of a grinding wheel and grinding wheel spindle can neither be too tense nor too loose. Generally, the space is 0.1--0.8 mm; for a high speed grinding wheel, the space can be smaller. When we use flange plates to install a grinding wheel, the two flange plates' diameter should be the same, and its outer diameter should be no less than one-third of the grinding wheel's thick cardboard's outer diameter. To make the pressure uniformly distributed, thick cardboard or oil resistant eraser should be employed as a backing pad between flange plates and the end face of the grinding wheel. Besides that, the threaded fastener's rotation direction should be the opposite to that of the abrasives grinding wheel to make it fastened tightly.
2. Balance
Usually abrasives grinding wheels whose diameter are longer than 125mm need to be balanced to make its center of gravity coincide with its spin axis. An unbalanced grinding wheel will vibrate during high-speed rotation, which has a bad influence on surface quality or machine accuracy. The factors that lead to unbalance are the uneven distributions of density, asymmetry and installation eccentricity. Abrasives grinding wheel balance falls to two types: static balance and dynamic balance. Generally we should only have static balance, but in high-speed rotation (the speed is faster than 50m/s), dynamic balance is essential. The following picture shows an abrasives grinding wheel's static balance installation: (1. grinding wheel 2. spindle 3. flange plate 4. counterbalance 5. stable orbit 6. balancing stand)
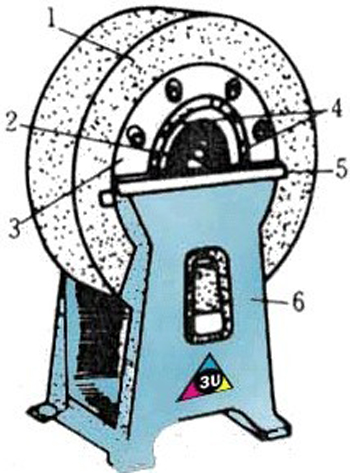
When balancing, firstly we need to install the grinding wheel onto the balancing axle, then lay it on the balance guide; the grinding wheel will swing back and forth until it stops. At this time, we can move the balance block to make it balanced. A balanced grinding wheel can keep still in any location. If the abrasives grinding wheel is unbalanced, then the heavier parts will rotate at the bottom. We can move the unbalanced block to make it balanced. A balanced abrasives grinding wheel should be checked for cracks before it is installed onto the principal axis of a grinding machine. We should place a 0.5--1 unit resilient sleeper-bearing between the grinding wheel and the flange plates. Usually the length diameter length of the flange plates is half of the grinding wheel's diameter.
3. Dressing
Abrasive grains on an abrasives grinding wheel will become dull during the grinding process; or when dealing with ductile materials, abrasive dust always impacts between the holes on the abrasives grinding wheel's surface, which make it block and lose cutting ability. In this way, slip phenomenon occurs between the abrasives grinding wheel and the workpiece, which may result in vibration and noise. The grinding effect declines and surface roughness get weak. At the same time, with grinding force and grinding heat increase, workpiece deformation and grinding precision will be influenced. Besides, due to uneven grinding wheel hardness and different working conditions of abrasive grains, grinding wheel working surface abrasion is not even, which affects workpiece shape precision and roughness. Therefore the abrasives grinding wheel needs dressing. The abrasives wheel is usually dressed by diamond, which has ultra high hardness and abrasive resistance.
Abrasives Suppliers Directory -
Abrasives Buyers Directory -
Abrasives Manufacturers -
Abrasives Online Marketing
Sitemap -
User Agreement -
Terms of Use -
Privacy Policy


